We all know that DeepForm’s technology saves metal, but we now also know that it can form shapes beyond the reach of conventional deep drawing.
Sheet metal is supplied flat. Simple parts, like brackets or tubes might be made by cutting, bending and joining. However, cars, trucks, dishwashers and packaging, are made from smooth shapes, curved in two directions. This curvature is important for aesthetics, but also increases components’ stiffness, increases the loads they can carry and allows them to absorb energy. The most exciting designs have the most curvature.
However, there are limits. If you try to give a sheet too much shape, it tears. This forces designers into a compromise with manufacturing. A really pronounced shape might be important to customers, but can be costly, if it must be made by joining different parts. There i’s a clear example of this problem in all of today’s cars. The rear number plate must be vertical and illuminated at night, although it is impossible to form a shape so pronounced that the light bulb can be held in the same component as the plate. Car makers therefore use a variety of compromises in this location – for example having a join around the plate or using a mixture of metal and plastic.

The limits to forming are well understood. When a wire is pulled, it becomes thinner, so the pulling force is concentrated over an ever-smaller cross-sectional area, and eventually the wire snaps or tears. When sheet metal is formed, in effect two forces are applied in perpendicular directions. If both of them apply tension, this exaggerates the thinning, and the sheet fails early. However, if one force is in compression while the other is in tension, the thinning effect is reduced by thickening from the compressive force. If the forces are perfectly balanced, it is possible to change the shape of the sheet by “shearing” the material within its own plane and without any change in thickness.
Since the 1960’s, engineers have characterised sheets of different metals with “forming limit curves” that show how the ratio of these two forces affects the amount of shape that can be created in the sheet before it tears. These limit curves vary by material but share one common feature: they all have virtually no limit in the direction of pure shear. If the compressive force is equal to the tension force, the sheet can be shaped more than under any other form of load.
The Deepform use case
And that is what the DeepForm process does.
When we invented the DeepForm process back in 2015, we started by folding sheets over a template, rather like origami. At the corners of the shape, this created folds, each of which was like a quarter of a cone. Just like in the traditional craft process of metal spinning, pushing on this cone causes a compressive force round its circumference and a tensile force along the axis, the exact conditions required to cause pure shear.
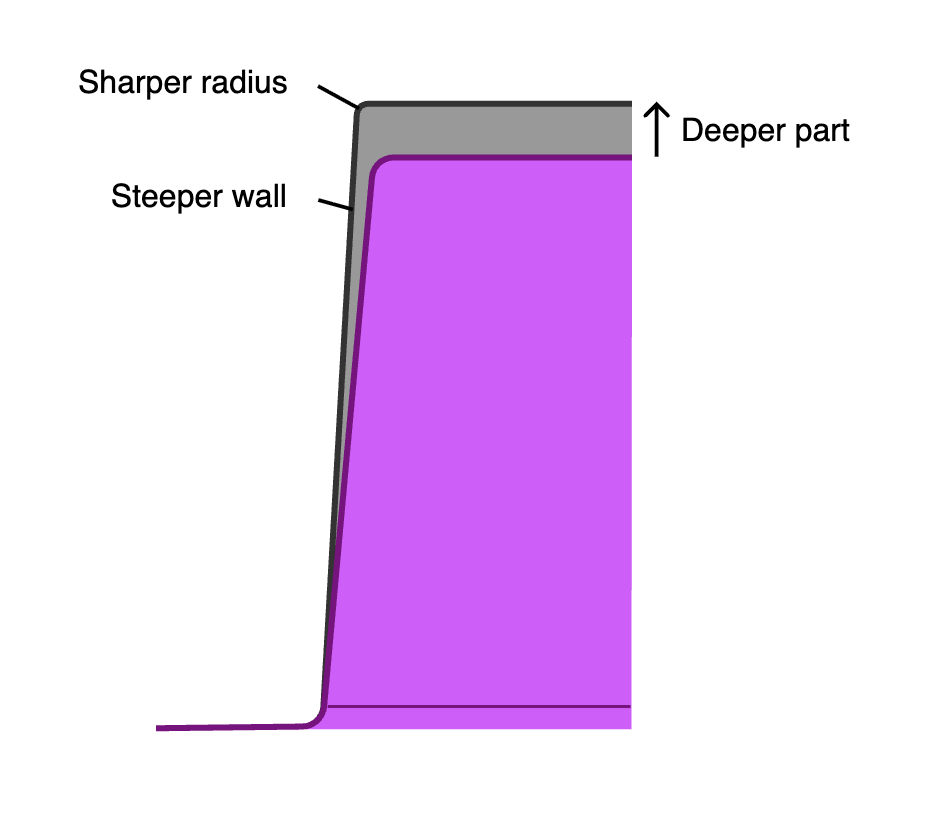
Exploiting these mechanics allows us to keep more of the material closer to the ideal state of pure shear than is possible in conventional deep drawing with a blankholder. As a result, we are finding new important applications where increased forming gives a commercial advantage.